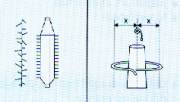
Il Compito del Cursore (o Anellino)
L'anello e Cursore sono elementi determinanti in filatura e ritorcitura, per
un ottimale andamento della macchina. L'anellino, durante la sua corsa
intorno all'anello, adempie due importanti funzioni:
a) da la torsione all'insieme di fibre uscenti dai cilindri.
b) avvolge sul tubetto il filato con la "giusta" tensione.
L'anello da al Cursore l'esatta direzione, necessaria per un perfetto
avvolgimento del filo e formazione del cops.
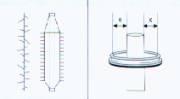
L'anellino viene spinto contro l'anello dalla forza centrifuga. Le forzo
d'attrito frenano Cursore trainato dal filo passante dando allo stesso
sufficienti torre per la legatura delle fibre in filato nonchè una
limitazione all'allargamento del ballon.
Cursore in acciaio è temperato ad una precisa gradazione di resistenza,
lucidato alla massima brillantezza, costruito sia per forma che per peso
nel modo più adatto alla superficie dell'anello, alla qualità del filato ed
al titolo da produrre.
Le operazioni di torsione ed avvolgimento compiute dal Cursore devono
avvenire senza eccessiva tensione del filo. Il rapporto fra giri fusi e
velocità d'uscita è quello che stabilisce la tensione del filato. Cursore si
adatta automaticamente a qualsiasi variazione di questo rapporto, senza che
torsione, avvolgimento e tensione del filato ne risentano.
Nell'anello a flangia la velocità di corsa del Cursore in condizioni
ottimali puù raggiungere i 40 m/s (144 km/h), con una durata media di 200 -
300 ore di lavoro questo anellino copre una distanza di ca. 36.000 km - una
prestazione enorme per un pezzetto di metallo curvo del peso di pochi
milligrammi.
Queste velocità straordinariamente alte devono essere raggiunte dal Cursore
con carichi superficiali che arrivano fino a più di 35 N/mm2. Nonostante
siano stati utilizzati materiali di alta qualità, molto robusti e resistenti
all'usura, questi valori sono possibili quando
la pista degli anelli a flangia è coperta da un velo continuo di
lubrificante proveniente dalle fibre;
Premesse per un buon andamento
I limiti delle prestazioni delle macchine di filatura e ritorcitura sono
stabiliti della massima capacità di carico degli anelli ed anellini. E
conosciuto che l'usura degli anellini non è condizionata solo dal materiale
di fabbricazione, ma anche da complicati problemi di diffusione di calore.
Il calore prodotto dall'attrito fra anellino ed anello deve essere eliminato
rapidamente alfine di diminuire surriscaldamenti locali nelle zone di usura
del Cursore.
La prestazione degli anellini viene influenzata anche da un più grande
numero di fattori di vario tipo. Se, attraverso un miglioramento degli
anelli ed anellini, si desidera aumentare le loro prestazioni sulle macchine
di filatura e ritorcitura, occorre constatare se tutte le altre condizioni
di lavoro, che non sono direttamente in rapporto con l'anello e Cursore,
che per influenzano notevolmente il processo di filatura, siano
favorevoli. Ciò può essere ottenuto ponendo attenzione ai seguenti punti;
ALCUNE NORME PER UNA CORSA REGOLARE DELL'ANELLINO
|
|
Alloggiamento e guida stabili della banchina
porta-anelli e movimento senza scosse della stessa.
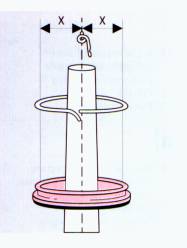
Posizione concentrica dell'anello, dell'antiballon e del ricciolo
guida-filo rispetto al fuso. |
|
|
Rotazione senza oscillazioni de fuse e dei tubetti.
Perfetta rotondità ed alloggiamento stabile dell'anello in poosizione
orizzontale. |
|
|
qualità ineccepibile della pista di scorrimento
dell'anello.
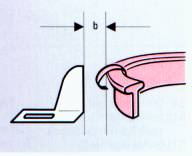
Distanza esatta del puliture
del Cursore. |
|
|
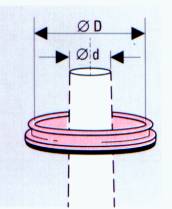
Rapporto favorevole tra diametro dell'anello e diametro del
tubetto.
|
|
|
- favorevole climatizzazione (temperatura ed umidità relativa) per le fibre
in lavorazione;
- eliminazione di impurità (pulviscolo e fibrille volante) d'aria
circostanti che influenzerebbero dannosamente la corsa degli anellini.
Naturalmente si presuppone che la pista dell'anello sia perfettamente liscia
e permetta così un ottimo scorrimento.
|
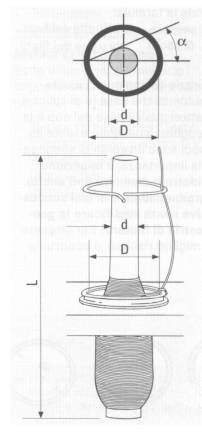
|
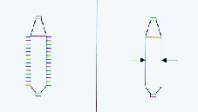
Rapporta tra il diametro dell'anello (D) ed il
diametro del tubetto (d)
Rapporto ideale 2:1
Il cursore viene girato sull'anello dal movimento del fuso (il filo
funge da elemento trascinatore).
Quando la direzione di trascinamento differisce troppo dalla direzione
di corsa del cursore (δ minore di 30°), la forza di trascinamento
diventa eccessiva.
Adeguando il diametro del cursore e del tubetto (δ maggiore di 30°) è
possibile ridurre la tensione di trascinamento durante l'avvolgimento
sul tubetto (dopo il cambio, all'estremità del cono).
Rapporto tra la lunghezza del tubetto e il diametro dell'anello
Rapporto ideale 5:1
La lunghezza del tubetto determina (insieme al guidafilo) la
lunghezza massima del ballon, e ciè è uno tra i fattori più
determinanti per il buon rendimento del filatoio.
Utilizzando ballon più corti si utilizzeranno per conseguenza cursori
più leggeri aumentando quindi la velocità di questi ultimi.
All'atto pratico si è constatato che il rapporto più vantaggioso tra
la lunghezza del tubetto e il diametro dell'anello è pari a 4,5:1 e
5:1. |
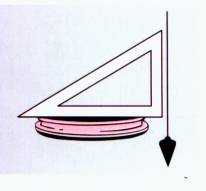
1. Centratura dell'anello,
dell'anello antiballon e del guidafilo rispetto al fuso
Per ottenere una buona qualità del filato ed un basso numero di rotture, è
indispensabile una perfetta centratura dell'anello, dell'anello antiballon e
del guidafilo rispetto all'asta-fuso. Per questo si evitata un'usura
unilaterale dell'anello, particolarmente con alti giri fusi. Anche le
banchine porta-anelli oppure i porta-anelli devono essere montati
perfettamente orizzontali rispetto al fuso, il quale deve essere
perfettamente verticale.
2. Valori proporzionali tra diametro dell'anello, diametro e lunghezza del
tubetto e scartamento dei fusi.
Abbreviazioni:
t = Scartamento dei fusi
D = Ø interno dell'anello d1
d = Ø medio dei tubetti
do = Ø superiore dei tubetti
H = lunghezza dei tubetti
BE = anello antiballon
EB = regolazione anello/anello antiballon
FB = ballon del filo
RB = banchina porta-anelli
EF = regolazione punta del tubetto/ricciolo guidafilo (misure in mm)
Valori proporzionali raccomandati:
O =t-25mm
d:D in filatura:
0,48-0,5 bzw. 29 - 30 (non al di sotto di 0,42 risp. 26)
d:D in ritorcitura:
0,44-0,5 bzw 27 - 30 (non al di sotto di 0,38 risp. 22)
H < 5xD
BE - D + 2 mm
EB - 2 x D
EF - 2 x do
d:D
Un valore d:D troppo basso provoca un carico elevato sull'anellino,
aumentando così l'usura degli anellini e le rotture.
Un valore d:D troppo alto provoca disturbi al ballon, che di tanto in tanto
può crollare, causando un aumento di pelosità e rotture elevate.
H
- Se viene scelto un tubetto oppure un fuso troppo lungo (per es. H = 5,5 x
D), il ballon del filo tocca la punta del tubetto. Oltre a rotture elevate
si può constatare un filato di qualità inferiore.
D e t
- Nel scegliere il Ø dell'anello (D) si deve tener conto dello scartamento
dei fusi (t).
Ø dell'anello (D) fino a 85 mm
Il diametro dell'anello deve essere inferiore al massimo di 25 mm, rispetto
allo scartamento dei fusi.
Ø dell'anello (D) da 90 mm
Il diametro dell'anello deve essere inferiore al massimo di 30 mm, rispetto
allo scartamento dei fusi.
Anellino e filo del ballon avranno la libertà di movimento richiesta.
L'inserimento degli anellini, il riattacco dei fili rotti ed il cambio dei
cops, avverrà senza disturbi.
BE
Ø L'anello antiballon deve essere di 2 - 3 mm più grande rispetto al
diametro dell'anello. Un anello antiballon troppo grande impedisce
l'alleggerimento del filo del ballon.
3. Anelli BE, separatori e guidafili
L'influenza degli anelli BE è particolarmente notevole, nel caso di cops
lunghi. Per poter raggiungere la velocità massima dei fusi, la trattenuta
del ballon e vantaggiosa, addirittura la condizione essenziale per ridurre
le sollecitazioni degli anellini.
Gli anelli BE debbono essere montati centrici e senza danneggiamenti. Se gli
anelli BE vengono montati con la giusta distanza in altezza (durante
l'alzata della banchina il ballon deve essere trattenuto il più a lungo
possibile dall'anello), si possono raggiungere considerevoli aumenti di
prestazione.
Se nella lavorazione di filati con fibre particolarmente sensibili (ad
esempio alcune fibre sintetiche o filati core), gli anelli BE devono essere
tolti, occorre sempre applicare i separatori.
Con separatori ad altezza sufficiente, che normalmente vengono montati in
aggiunta agli anelli BE, si possono evitare rotture in serie del filato.
Inoltre si evita uno spostamento di fibre volanti, soprattutto in caso di
rotture del filato.
I guidafili devono essere resistenti all'usura, avere un ottimale diametro
del foro ed essere montati nella corretta altezza per garantire un
trasferimento regolare della torsione del filato. I guidafili danneggiati
devono essere sostituiti per tempo.
4. Pulitori di anellini
Sugli anelli a flangia è possibile tenere puliti gli anellini da depositi di
fibre. il pulitore deve essere regolato ad una corretta distanza rispetto
alla flangia esterna dell'anello. Se la regolazione non è corretta.
sull'arco esterno dell'anellino si attaccano delle fibre. Di conseguenza
aumenta il peso dell'anellino e la resistenza aerodinamica, causando poi una
maggiore tensione del filato ed un maggior numero di rotture
5. Scelta del diametro dell'anello determinata dalla geometria della
macchina
Dati di filatura determinati dalla geometria
Nella filatura cotone e lana pettinata si verifica uno sviluppo graduale in
direzione di una riduzione del formato dei cops, di un aumento delle
velocità dei fusi come pure aumento della velocità d'uscita in m/min.
In seguito alla riduzione del diametro dell'anello e l'impiego di tubetti
più corti, fu possibile. ad esempio nella filatura cotone. raggiungere una
velocità fusi di Ca. 20.000/min. con anelli da 36 - 40 mm, tubetti da 180 -
200 mm. Uno sviluppo degli anelli ed anellini perciò la premessa per
raggiungere tali valori.
6. Rotazione del fuso senza vibrazioni
Una rotazione del fuso priva di vibrazioni favorisce uno scorrimento
tranquillo e regolare dell'anellino. Fusi centrati male e con vibrazioni
provocano una continua variazione della tensione del filo in quanto
l'anellino non può scorrere sull'anello senza subire scosse.
7. Discesa senza scossoni della banchina porta-anelli e rispettamente del
portanello
Occorre prestare attenzione che i movimenti della banchina porta-anelli
siano privi di vibrazioni e scossoni nei punti di inversione in quanto
disturbano gli anellini. Continue variazioni di tensione causano uno "sfarfallamento"
dell'anellino e di conseguenza un più alto numero di rotture ed un'usura più
precoce dell'anello e dell'anellino.
8. Stiratoio
li rivestimento dei cilindri di pressione e le cinghiette alto stiro non
debbono presentare alcun danneggiamento. I cilindri pulitori debbono essere
in buono stato. Parti danneggiate provocano avvolgimenti ed influiscono
sulla qualità del filato.
9. Climatizzazione
Temperatura ed umidità costanti favoriscono lo scorrimento degli anellini.
Variazioni di clima (per es. aumento di umidità) possono causare aumento
dell'usura per attrito ed un maggior numero di avvolgimenti da elettricità
statica.
Oltre ad un regolare ricambio d'ara, la pulizia dell'ambiente gioca un ruolo
molto importante per lo scorrimento dell' anellino. Qualsiasi sporcizia
provocata da polvere (anche polvere da un pavimento inadatto) oppure altre
impurità portate dall'aria, possono essere la causa di un cattivo andamento
degli anellini e di una maggiore usura sia dell'anellino che dell'anello.
L'umidità distribuita dall'impianto di climatizzazione deve essere libera da
componenti alcalini che possono depositarsi sull'anello ed impedire il
movimento dell'anellino.
10. Profilo dell'anello e forma dell'anellino
La ricerca della forma più favorevole dell'anello e della forma
dell'anellino nonchè del relativo trattamento di superficie è la premessa
per il raggiungimento di una più alta prestazione individuale. Una buona
sintonizzazione tra profilo dell'anello e forma dell'anellino darà una
stabile posizione dell'anellino sull'anello. Per evitare che si inceppi
soprattutto durante l'avviamento, un passaggio del filo sufficientemente
grande, impedisce rotture e danni al filato.
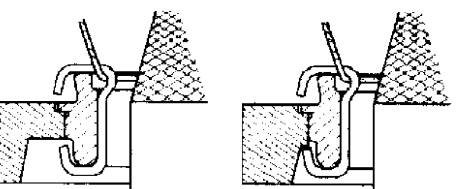
Su anelli a flangia è preferibile che, dopo la partenza, gli anellini
abbiano un solo punto di appoggio. Ogni ulteriore contatto dell'anellino
sull'anello, per esempio un contatto dei piedini sulla parete esterna o
interna dell'anello, interrompe lo scorrimento dell'anellino Di conseguenza
si hanno maggiori rotture dei fili ed una forte usure dell'anello e
dell'anellino.
Su anelli HZ e J è preferibile che, dopo la partenza, gli anellini abbiano
un solo punto di appoggio, Ogni ulteriore contatto dell'anellino sulla
banchina porta-anelli o sul portanello al lato superiore o inferiore
impedisce lo scorrimento. Nel montaggio bisogna fare molta attenzione al
fissaggio dell'anello. Gli anelli mal fissati possono ruotare ad uscire dal
foro di fissaggio. Di conseguenza gli anellini toccano la superficie
inferiore della banchina porta-anelli o del portanello; lo stoppino può
essere cosi spostato interrompendo l'apporto di lubrificante.
11. Corretta lisciatura superficiale, cioè ottimale rugosità ed
uniformità della pista dl scorrimento dell'anello
Le piste di scorrimento degli anelli, sulla quale scorrono gli anellini,
devono avere una determinata levigatezza ed uniformità per ottenere un
scorrimento regolare degli anellini. Inoltre devono essere pulite e
possibilmente senza traccia di usura. Perciò all'esterno devono avere una
determinata forma che favorisca la formazione di una forza sufficiente di
adesione sulla sostanza lubrificante, che qui entra in questione
(lubrificante di fibre, olio o grasso). Se la superficie ha perso la
caratteristica iniziale, anche i migliori anellini non possono più scorrere
senza un certo attrito. Per una qualità perfetta della superficie di
scorrimento dell'anellino e molto importante un rodaggio corretto
dell'anello.
12. Formazione regolare di una pellicola lubrificante
Gli anelli a flangia non devono essere lubrificai con oli o grasso. Sulla
pista di scorrimento si deve formare di continuo una pellicola di sostanze
grasse provenienti dalle fibre.
Gli anelli HZ e J devono avere un sistema di lubrificazione che si adatta
alla gamma dei titoli, alla qualità del filo, all'esecuzione degli anellini
ed alla velocità di scorrimento. Perciò è indispensabile un continuo e
regolare apporto di lubrificante.
Con anelli in acciaio sono necessari stoppini e feltri che devono essere in
perfetto stato. Stoppini e feltri danneggiati o sporchi impediscono uno
sufficiente ripartizione di lubrificante sulla pista di scorrimento
dell'anello.
13. Numero ed usura degli anellini
Il peso (numero) degli anellini deve adattarsi al titolo lavorato. Inoltre
bisogna tenere in considerazione torsione, velocità, dimensione del ballon e
durezza del cops. L'influenza della forma del ballon sul comportamento della
corsa ed in particolare sulla quantità di rotture, può essere rilevante. Il
ballon del filo dovrebbe entrare in contatto con l'anello antiballon solo
minimamente. E meglio evitare un ballon del filo troppo allentato o troppo
teso (con anellini troppo leggeri oppure troppo pesanti). Tali forme di
ballon procurano un elevato numero di rotture, un'usura più accentuata degli
anellini ed una pessima qualità del filato.
L'usura degli anellini dipende principalmente dalla qualità del filato
lavorato, dalla velocità e dallo stato degli stessi. Una forte usura degli
anellini provoca un maggiore carico sull'anello, una variazione della
tensione di avvolgimento e del ballon ed una minore corsa del filato
attraverso gli anellini. Se la posizione di corsa degli anelli HZ e J è
variata, si può verificare un contatto degli anellini contro il portanello,
la banchina o gli elementi di fissaggio. Attraverso un regolare e tempestivo
cambio di anellini si può ottenere una qualità di filato uniforme ed una
elevata durata degli anelli. Per questo motivo è consigliabile un ciclo
costante di cambi.
RAPPORTO DIAMETRO ANELLO-VELOCITAà FUSO
Ogni rotazione del cursore sull'anello produce una torsione nel filato. il
grado di rendimento dipende dalla resistenza del filato ovvero dalla
velocità massima raggiungibile del cursore.
A parità di velocità del cursore, riducendo il diametro dell'anello è
possibile aumentare la velocità dei fusi e quindi la produzione.
Vale la formula: velocità = velocità del fuso
di uscita torsione del filato
Grazie all'impiego di levate automatiche fisse (e di splicer), fattori quali
il peso del cop e la lunghezza del filato esente da nodi sono diventati di
secondaria importanza, è opportuno ridurre il diametro dell'anello
gradualmente e in fasi successive senza modificare la geometria di
filatura! Per ottenere i migliori risultati, è opportuno verificare
accuratamente la geometria di filatura ogni volta che il diametro
dell'anello viene ridotto.
LIMITI DI VELOCITAà DEL CURSORE
Per un normale andamento della macchina, per non sottoporre il cursore a
velocità eccessive e per una buona conservazione dell'anello, si consiglia
di non far lavorare il cursore ad una velocità non superiore di 33 metri al
secondo (119 Km/h) per i filati torsione maglieria, 38 m/s (137 Km/h) per
filati torsione tessitura.
Esegui Fomula: m/s= Ø anello X ∏ X n°giri/min dei fusi
1000 X 60
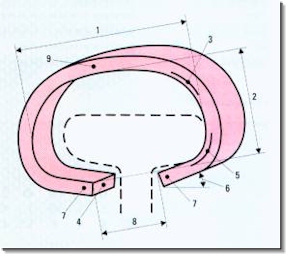
DENOMINAZIONI DELLE PARTI DEL CURSORE
Cursore forma C
1. distanza interna del cursore
2. altezza dell'arco
3. punto di scorrimento del filato
4. sezione del filo
5. superficie d'appoggio del cursore
6. angolo del piede
7. piedini
8. apertura piedini
9. arco superiore del cursore
|
 |
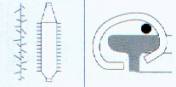
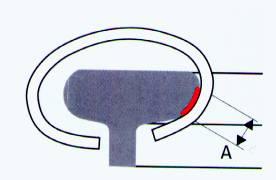
DISTRIBUZIONE DELLA PRESSIONE TRA ANELLO E CURSORE
| In normali condizioni d'esercizio i cursori sviluppano
una forza centrifuga nella zona A pari a 2-5000 volte il proprio
peso. Tale forza viene trasmessa alle superfici di contatto tra anello
e cursore ed esercita su di esse una pressione specifica proporzionale
alle dimensioni della superficie di contatto stessa |
 |
DIFETTI DI LAVORAZIONE CAUSATE DALL'ANELLINO
PELOSITAà DEL FILATO: un filato viene considerato peloso quando il
suo corpo presenta un numero elevato di peli eccessivamente lunghi.
Un'eccessiva pelosità compromette le seguenti operazioni:
imbozzimatrice (impigliamenti laterali)
orditura, ordito (polvere)
ribobinatura
tessitura (barratura di trama)
ROTTURA DEL FILO:un filo si rompe quando nello stesso momento la sua
tensione è maggiore della sua resistenza. In pratica quando un punto fine e
un picco di tensione vengono a coincidere. Ridurre il numero di rotture del
filo significa ridurre i costi di produzione e al tempo stesso aumentare la
produttività. La scelta dell'anello e del cursore più adatti è un fattore
determinante per il raggiungimento dei sempre più elevati standard
qualitativi imposti dal mercato.
ELENCO ALCUNE CAUSE PER I DIFETTI SOPRA INDICATI ED I LORO RIMEDI
Difetti – Cause – Rimedi
- Non perfetta centratura del fuso, ricciolo guidafilo e anello-antiballon compromette l'uniformità della tensione del filo
- Superfici ruvide che irruvidiscono il filato
- Anello anti-ballon aperto
Centrare il fuso
- Sostituire le parti
- Usare un anello anti-ballon chiuso
- Le fibre sporgenti dal cop vengono catturate e strappate via dal cursore. Ma se la distanza è troppo grande questo non avviene.
- Utilizzare cops con il massimo diametro possibile
- Installare un tagliabarba
- Fibre caricate di elettricità statica (indiff. dal senso +1-)
- Aumentare l'umidità e nel caso di banchine portanelli isolate, installare una massa a terra
Il cursore è troppo leggero e quindi:
- le fibre si legano male nel triangolo di filatura
- il ballon sfrega contro l'anello anti-ballon e va a sbattere contro i separatori
- la propagazione della torsione al triangolo di filatura non avviene in modo ideale
- Aumentare il peso dei cursori e se necessario sostituirli con un altro tipo
- Cops difettosi
- L'azione del tagliabarba viene annullata
- Non è possibile risolvere il problema, nè migliorare lo scorrimento del filo, nè ridurre il numero delle rotture del filato, nè aumentare la velocità
- L'effetto di pulitura del profilo dell'anellino non presente
- La tensione del filo prodotta da cursori con profilo bombato è inferiore da quella prodotta con un profilo spigoloso
- I cursori con profilo spigoloso possono creare neps di produzione che portano alla formazione di pelosità (anche se dirado)
- Inserire cursori con profilo differente
- Inserire cursori più pesanti
- Tensione del filato non uniforme
- L'anello non è perfettamente centrato
- Il tubetto è storto
- Registrare anelli e fusi
- Nuovi tubetti
- Il passaggio del filo è troppo stretto e fa irruvidire il filo
- I riccioli guidafilo sono incisi e il filo sfregando sull'incisione si sfilaccia
- Utilizzare cursori con un passaggio del filo più grande
- Sostituire i cursori con maggiore frequenza
Il cursore è troppo pesante o troppo usurato per cui:
- l'attrito eccessivo causa una certa ruvidità, ovvero pelosità, del filato
- usura del cursore nel punto del passaggio del filo con conseguente ruvidità del filato
- Ridurre il peso del cursore ed eventualmente sostituirlo con un altro tipo
- Sostituire i cursori con maggiore frequenza
- Le superfici di scorrimento ruvide riducono l'azione frenante del cursore e ne compromettono il regolare scorrimento
- Sostituire gli anelli (solo dirado i cursori pesanti apportano migliorie, per di più temporanee; aumentano le rotture del filo)
![]()
|